
横型マシニングセンタとは|構造や種類・立型とのメリットデメリット比較
製品を加工するためには「加工機械」が必要ですが、「加工する製品の材質、大きさ、生産量、コスト」など、導入にあたっては様々な視点で検討する必要があります。
ただ、「大きい製品を大量生産したい」という場合は、おのずと加工機械は限定されてきます。
ここでご紹介する「横型マシニングセンタ」は、自動化に強く、様々な設備を組み合わせた「自動ラインで大量生産する」のに向いている加工機械となります。
横型マシニングセンタの基本について知りたい方はもちろん、ライン構築を検討している方にも役立つ内容となっていますので、是非参考にしてみてください。

目次
マシニングセンタとは
マシニングセンタとは、CNC(Computer Numerical Control)というコンピュータで数値制御され、ATC(Automatic Tool Changer)と呼ばれる「多様な刃物が交換できるマガジン」を搭載した「加工機械」になります。
加工は「刃物を回転させてワークを切削」する方法のため、「ワークを回転させて刃物で切削」する方法の旋盤とは異なります。
ちなみに、同じ加工方法を用いる加工機械としてフライス盤があげられますが、コンピュータ制御された様々な刃物交換ができる工作機械でないと「マシニングセンタ」と呼ぶことができません。
なお、マシニングセンタには「横型マシニングセンタ」「立型マシニングセンタ」「門型マシニングセンタ」「5軸加工マシニングセンタ」などがあり、加工したい材質や大きさ、図面で要求される加工精度によって使い分けることができます。
ここでは冒頭にもあるように、「横型マシニングセンタ」についてご紹介していきます。
▼立型マシニングセンタについてはこちら
立型マシニングセンタ|構造や種類・メリットデメリットや使用用途
▼門型マシニングセンタについてはこちら
門型マシニングセンタ|構造や種類、立型とのメリットデメリット比較
横型マシニングセンタの構造と種類
まずは、横型マシニングセンタの構造と種類について解説します。
横型マシニングセンタの構造
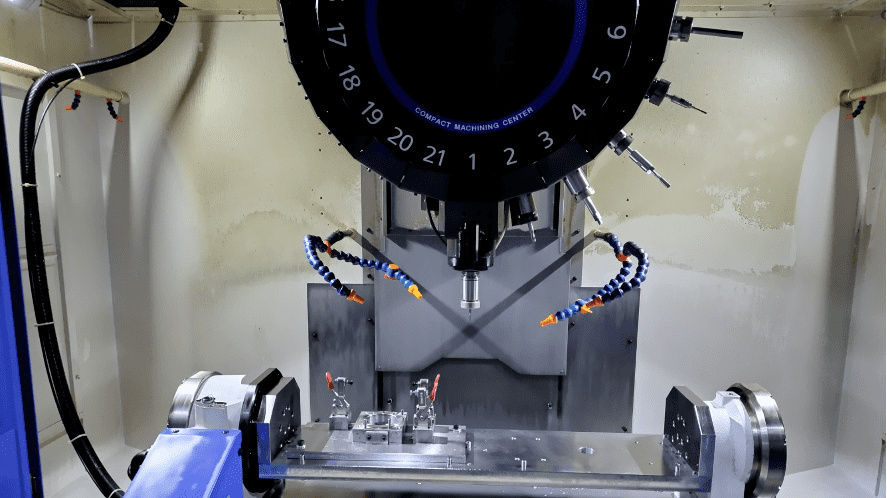
横型マシニングセンタは、文字の通り「主軸が横に出ていて工作物に対し水平に加工する方法」となります。
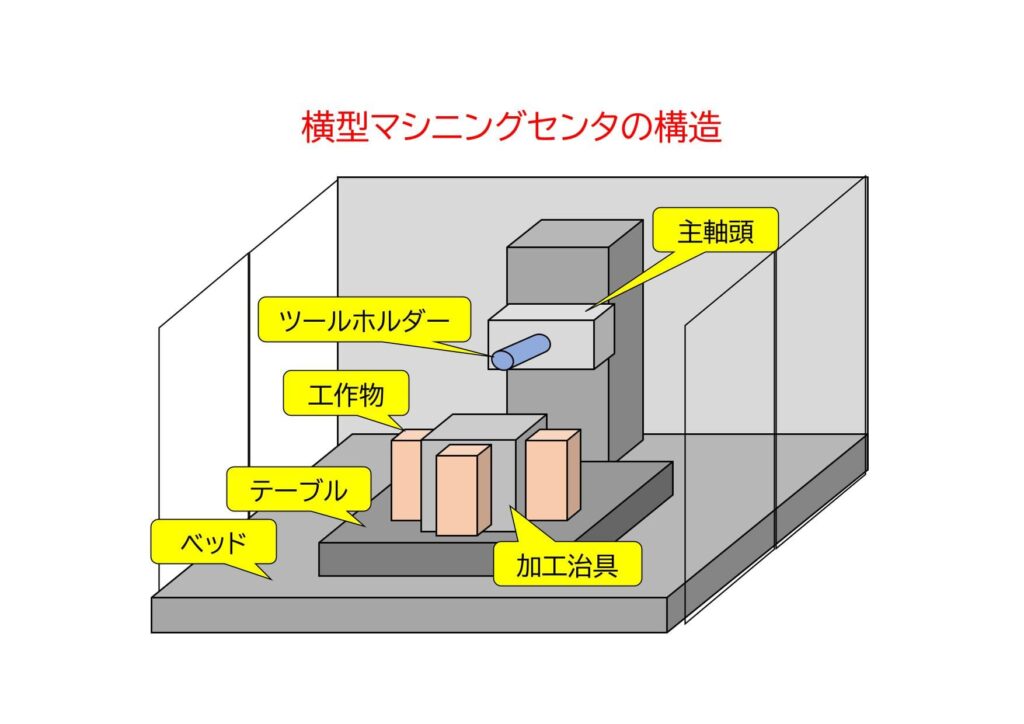
水平に加工するので、切削した後の「切粉」が排出されやすく切粉が刃物にからんで加工面にキズをつけることが少なくなります。
また、上記の画像のように加工治具に多面イケールを使用すれば、1回の起動で「4個」のワークを加工することが可能です。
さらにパレットチェンジャーを使用すれば、効率的に大量生産ができる加工ラインを構築できます。
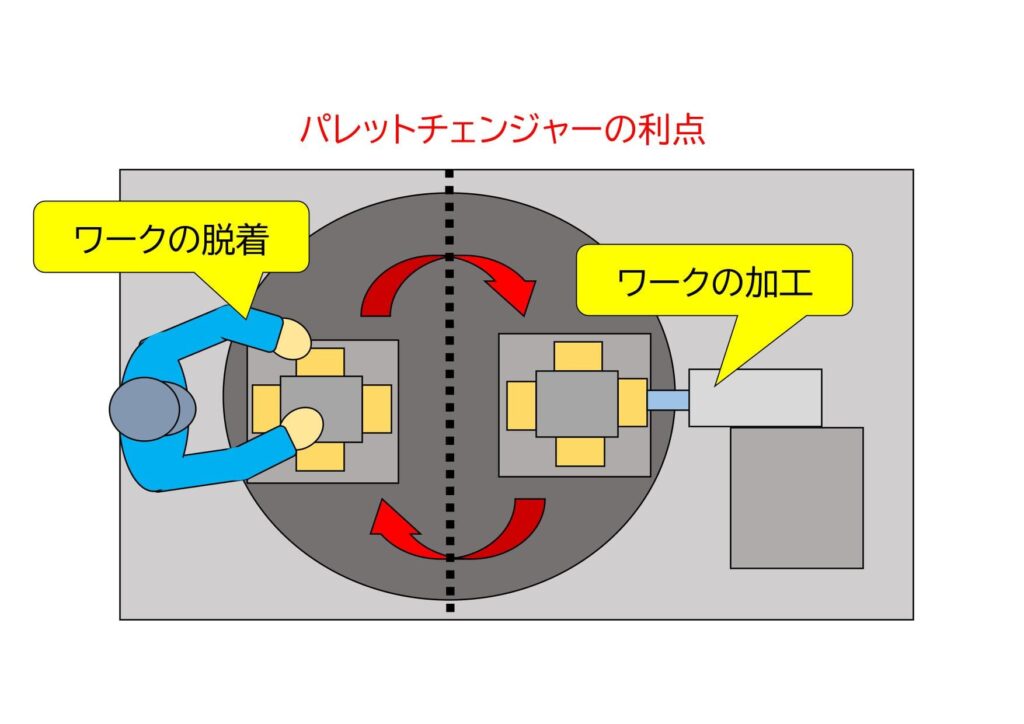
ワークを加工している最中に、もう一つの加工治具からワークを脱着すれば、効率よくワークの加工が行える仕組みです。
横型マシニングセンタが大量生産に向いている理由は、これらの「4面加工」と「パレットチェンジャーによる加工の効率化」によるものと言えます。
この図では加工担当者がワークの脱着を行っていますが、全自動ラインにする場合はワークの脱着をロボットが行うように設定します。
「横型マシニングセンタ」「パレットチェンジャー」「ワーク脱着ロボット」を組み合わせて、「全自動ライン」が構築できるようになるわけです。
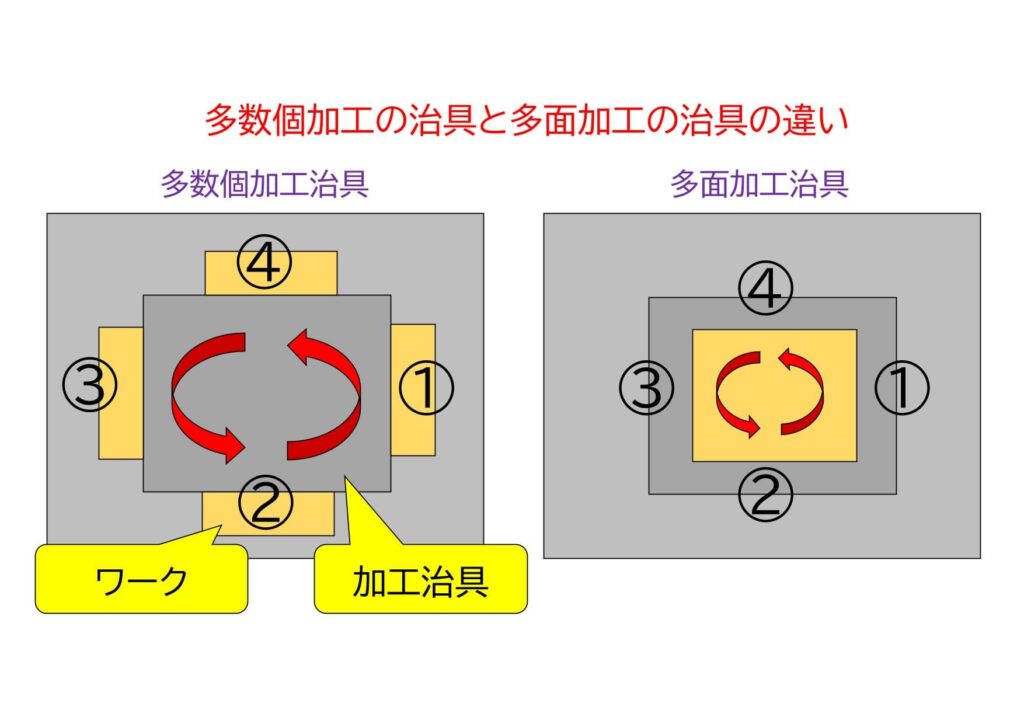
ちなみに、加工治具は2種類に分けることができます。
図のような「多数個加工治具」と「多面加工治具」です。
加工する面が1面のみで数多く加工する場合は「多数個加工治具」を選択し、ワークの加工箇所が複数ある場合は「多面加工治具」を選択することになります。
このように、横型マシニングセンタは数多く加工をする、複雑な加工をするという、両方に優れた性能を発揮するマシニングセンタとして、生産現場で活躍可能なのです。
横型マシニングセンタの種類
横型マシニングセンタの種類は、主軸の刃物を取り付ける「シャンク」の大きさで「30番、40番、50番」と分けられます。
これは横型マシニングセンタ、立型マシニングセンタともに同じように呼ばれています。
| シャンク径 | 用途 | |
| 30番 | 31.75mm | 小物部品、アルミダイキャスト製品等の非鉄金属 |
| 40番 | 44.45mm | 鉄鋼製品、アルミ鋳物、大型ダイキャスト製品等 |
| 50番 | 69.85mm | 金型、金型部品、大型鉄鋼製品等 |
| 60番 | 107.95mm | 船舶部品、建築鉄鋼部品等 |
シャンク径が大きいほど大きなツールをセットできることと、主軸が太くなるので切削トルクが大きくなり硬い金型鋼なども加工できるようになります。
横型マシニングセンタと立型マシニングセンタの違い
横型マシニングセンタと立型マシニングセンタの違いは、「主軸の向きがワークに対して水平か垂直か」の違いになります。
水平が横型マシニングセンタとなり、垂直が立型マシニングセンタとなります。
なお、立型マシニングセンタとの大きな違いとしては、多面加工するときに「インデックステーブル」が不要であるという点もあげられます。
立型マシニングセンタでは、加工するときインデックステーブルに治具を載せて行いますが、刃物に対して平面1面と垂直2面の「3面加工」になります。
つまり、横型マシニングセンタの方が1面多く加工することができると言えます。
そして、横型マシニングセンタであれば、このときインデックステーブルを必要としません。
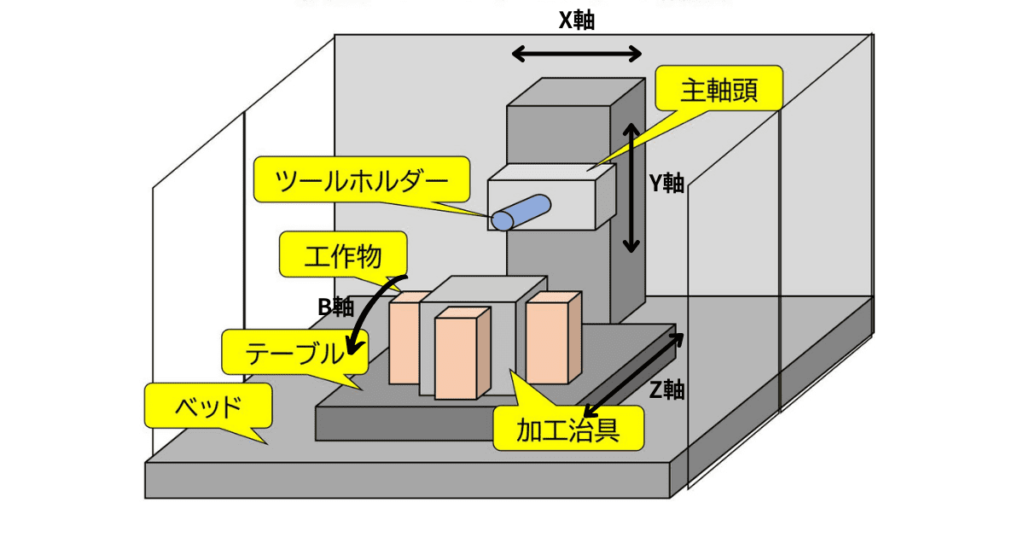
この図は「主軸の動きと加工治具の動き」を方向で表したものになります。
横型マシニングセンタは全部で4方向の動きで加工できますが、立型マシニングセンタは
「B軸」が設定できないので、インデックステーブルで補う必要があるというわけです。
横型マシニングセンタのメリットデメリット
横型マシニングセンタのメリットは、構造や立型マシニングセンタとの違いでご紹介している通りです。
ここでは、デメリットについてご紹介します。
デメリット①加工面の広いワークには向かない
ワークと刃物が水平になっているため、加工面が広く、自重がある材質は加工治具のクランプ力がワークの重さに耐えられない場合が考えられます。
加工中にワークがクランプから外れてしまったら大変なことになってしまいますので、その点はデメリットと言えるでしょう。
立型マシニングセンタあれば、ワークは水平なので重さを心配する必要はありません。
デメリット②切削油が届かないことが考えられる
加工の際に「切削油(クーラント)」は非常に重要になります。
加工面へ切削油を塗布しますが、ワークが垂直に立っている状態ですので、切削油が行き届かないことも想定されます。
塗布圧力や塗布方向に細心の注意が必要となります。
デメリット③コストがかかる
大量生産に向く横型マシニングセンタですが、立型マシニングセンタよりも「コスト」が
大きくかかる場合が考えられます。
大量生産が大前提であれば、そのためのコストを用意することもできますが、コンパクトに多種少量生産にも対応したい場合は、立型マシニングセンタの方が向いていると言えます。
生産する製品の量とコストは設備導入にかかわる重要な部分ですので、十分に検討する必要があります。
横型マシニングセンタの主要メーカー3社
横型マシニングの主要メーカーとしては、以下の3社があげられます。
設備導入を検討されているなら、ぜひチェックしてみてください。
まとめ
最後にこの記事のまとめをさせていただきます。
- 横型マシニングセンタはワークに対して主軸を水平に加工する工作機械
- 横型マシニングセンタはパレットチェンジャーを使うことで大量生産に向く
- 立型マシニングセンタとの違いは主軸の向きにある
- 横型マシニングセンタは加工面が広いワークには向かない
なお、部品製作にお困りの際は、ぜひ当サイトJig Matchをご利用ください。
製作依頼者様は依頼先を見つけてもらえて、加工業者様は仕事を見つけてもらえます。
以下バナーより詳しい情報を確認することができます。


