
アルミの曲げ加工の方法と注意点|アルミの特徴についても解説
アルミは、軽量で耐食性に優れるなど、多くの特徴を持ちます。
しかし、そんなアルミですが、曲げ加工を行ううえではいくつか注意点があります。
この記事では、アルミがどのような材料なのかということから、具体的な曲げ加工の種類や方法、また注意点について解説します。

目次
アルミの8つの特徴
アルミは、軽量で耐食性に優れるなどの他にも、多くの特徴を持ちます。
軽量
アルミは、比重が2.7となっていて、非常に軽量です。
鉄が7.8、銅が8.9であることと比較しても約1/3なので、その軽量さがわかります。
この特徴により、自動車や飛行機の性能や燃費などに、また軽量化が進むスマートフォン業界などにおいて、大きく貢献しています。
耐食性
アルミは、ステンレスと同じように、大気中で酸素と結合し、表面に酸化被膜を生成します。
そのため、耐食性に優れる特徴を持ちます。
錆や腐食を防ぐことができるため、さまざまなシーンで使用されています。
溶解性
アルミは、融点が約660度と比較的低いため、溶解性に優れる特徴を持ちます。
この特徴からアルミは、溶かして金型に流し込み成形する、鋳造加工に向いているとされています。
加工性
アルミは、柔らかく延びやすいため、切断や曲げ、穴あけなどを行いやすく、加工性に優れる特徴を持ちます。
しかし、溶接については、先ほどの酸化被膜を生成する点や融点が低い点から、難しいとされています。
導電性
アルミは、導電性に優れる特徴を持ち、これは銅に次ぎます。
加えて、アルミは比較的安価な材料であることから、電線に加えて、エネルギーやエレクトロニクスの分野で重宝されています。
熱伝導率
アルミは、熱伝導率に優れる特徴も持ちます。
これは熱しやすく冷めやすい特徴のことで、アルミは鉄の約3倍の熱伝導率となっています。
そのため、エンジン部品や冷暖房設備、放熱フィンやヒートシンクなどに使用されています。
非磁性
アルミは、磁気を帯びない、非磁性体です。
非磁性の特徴は、金や銀、銅なども持ちますが、比較的安価かつ流通量も多いことから、アルミは重宝されています。
電子医療機器やメカトロニクス機器などで使用されています。
反射性
アルミは、反射性に優れる特徴を持ちます。
光や熱などを反射するため、照明器具や暖房器具の反射板などに使用されています。
ちなみに、赤外線や紫外線などの光線や、ラジオやレーダーなどの電磁波も反射します。
アルミの曲げ加工の種類と方法
アルミは、柔らかく延びやすいため、曲げ加工を行いやすいです。
アルミの曲げ加工は、大きく以下の2種類の方法があります。
- ロール曲げ加工
- ベンダー曲げ加工
ロール曲げ加工
ロールベンダーやベンディングローラーと呼ばれる加工機を使用して、複数のローラーにアルミ板を通し、そのローラーの回転する力を利用して曲げる加工方法です。
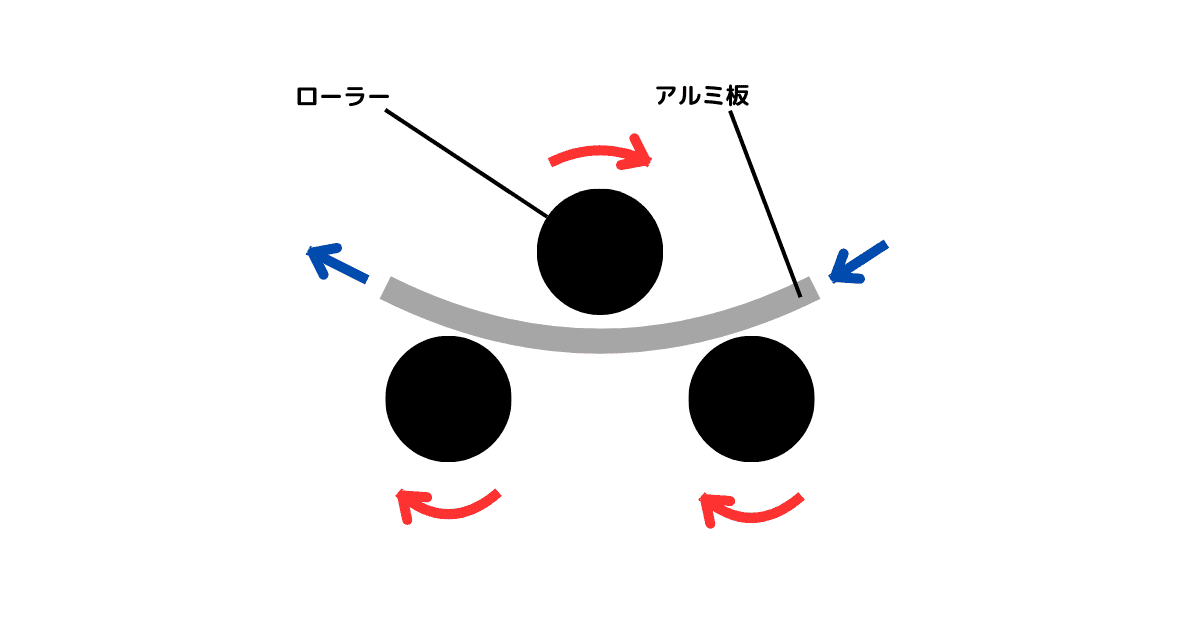
ローラーが3本あるロールベンダーが主流で、ローラーは上に1本、下に2本あります。
下の2本のローラーを回転させてアルミ板を送り、上の1本のローラーを上下に動かすことでアルミ板を曲げます。
アルミ板の送り方やローラーの動かし方また径、アルミ板とローラーの距離を変えることで、円筒形状やテーパー形状にできたり、さまざまな曲げの径にしたりすることが可能です。
ベンダー曲げ加工
プレス機を使用して、アルミ板をパンチで金型に押し付けることで、目的の形状に曲げる加工方法です。
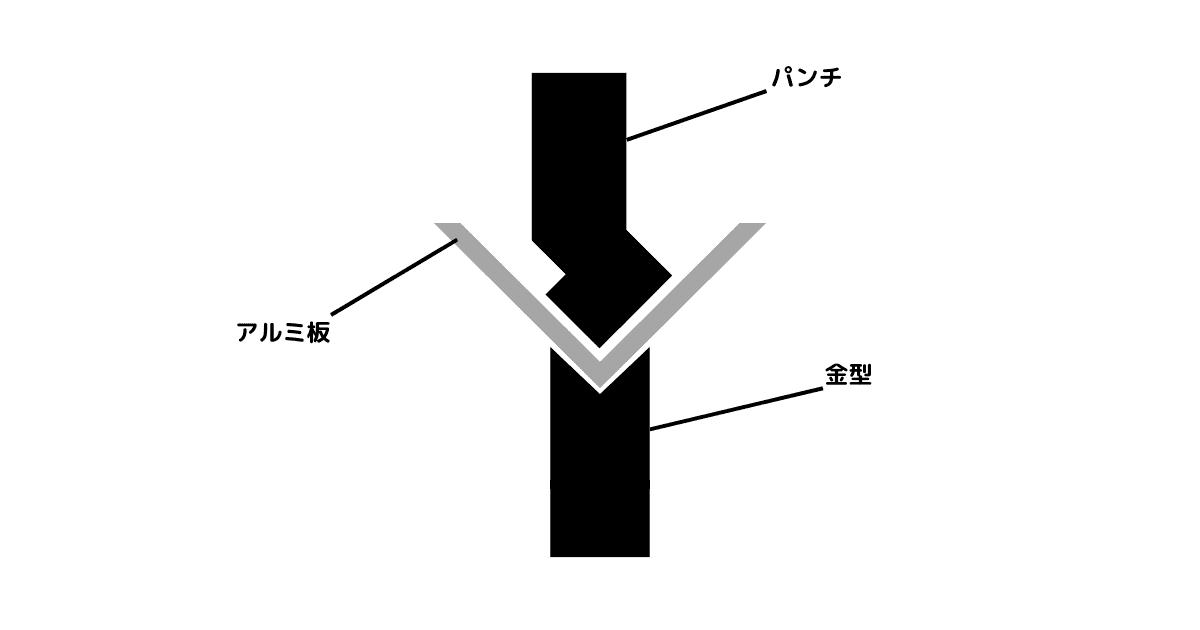
パンチと金型、また力の加え方次第で、以下のようにさまざまな形状にできます。
また、プレス機を使用するため、量産に向いています。
| ベンダー曲げ加工 | |
| V曲げ | V字型のパンチと金型を使用し、アルミ板をV字に曲げる加工方法です。 力の加え方で以下の3種類にわけられます。 ▼パーシャルベンディング(エアベンディング) |
| L曲げ | アルミ板を金型で押さえながら端部をパンチで押し付けて、直角のL字に曲げる加工方法です。 |
| U曲げ | アルミ板をパンチと逆押さえで挟み、金型に押し付けて、U字に曲げる加工方法です。 |
| Z曲げ | V曲げまたL曲げを2工程繰り返し、アルミ板をZ字に曲げる加工方法です。 専用の金型にアルミ板をパンチで押し付けて、1工程でZ字に曲げる加工方法もあります。 |
| R曲げ | アルミ板をU字型のパンチでV字型の金型に押し付けて、R形状に曲げる加工方法です。 |
| O曲げ | アルミ板を複数回金型にパンチで押し付けて、円筒形状に曲げる加工方法です。 |
| ヘミング曲げ | アルミ板の端部を180度折り返して、平らに曲げる加工方法です。 |
アルミの曲げ加工の注意点
アルミは曲げ加工を行いやすいですが、以下のようにいくつか注意点があります。
- 割れ|クラックの発生の恐れがある
- スプリングバック|元の形状に戻ろうとする
具体的な内容と、対策について解説します。
割れ|クラックの発生の恐れがある
アルミは柔らかく延びやすい反面、靭性に優れない特徴も持ちます。
靭性とは粘り強さのことで、アルミはこれが優れないことから、曲げ加工で力を加える際、クラックと呼ばれる割れが発生する恐れがあります。
対策
割れが発生しやすいケースには、圧延方向に平行の向きで曲げ加工を行う場合があげられます。
そのため、曲げ加工を行う際、材料の向きを意識することがポイントです。
また、曲げの角度が小さすぎる場合も、割れが発生しやすいケースにあげられます。
この場合は、曲げの角度を大きくする、具体的にはアルミの板厚以上にすることで、対策になります。
スプリングバック|元の形状に戻ろうとする
アルミは弾性が高い、いわゆる元の形状に戻ろうとする力が強い特徴も持ちます。
これにより、曲げ加工を行う際には、スプリングバックと呼ばれる現象が起こりやすいです。
スプリングバックが起こると、当然精度は悪くなります。
対策
対策としてはまず、シンプルにスプリングバックを考慮して加える力を調整することがあげられます。
また、1回で曲げようとするのではなく、2回で曲げる方法もあります。
例えば、1回目はパンチでアルミ板を押し付けてあえてスプリングバックを起こし、2回目でその分を押し付けて曲げる、要するに2段階で行う方法です。
他にも、先端に出っ張りのある専用のパンチを使用してコイニングベンドに近い方式で曲げるストライキングと呼ばれる方法や、アルミ板にあらかじめ溝を作りそこにパンチの先端を合わせて曲げる方法なども、対策としてあげられます。
まとめ|部品製作のことならJig Matchへ
この記事では、アルミがどのような材料なのか、曲げ加工の種類や方法また注意点について解説してきました。
アルミの曲げ加工の依頼や仕事をする際に参考になれば幸いです。
なお、このような部品製作の依頼や、部品製作の仕事の受注をお考えなら、ぜひ当サイトJig Matchをご利用ください。
Jig Matchは、部品製作の「依頼をしたい方」と「仕事を受注したい方」をつなぐプラットフォームです。
依頼先探しはもちろん、そのまま発注→検収→支払情報の管理と、調達を一元管理することも可能!
切削や板金など、あらゆる加工・材質・サイズの案件がある!
Jig Matchは登録料・年会費一切不要です。
まずはお気軽にご登録ください。



